Cycle time is how long it takes to complete a job. There can be some confusion since the same term is also used to reference the entire process – from start to finish. “Why? Is that correct?”
The short answer is yes, but let’s dive into more detail.
There are typically 3 terms used to represent a cycle time, and as we said before, defining those terms varies from manufacturer to manufacturer.
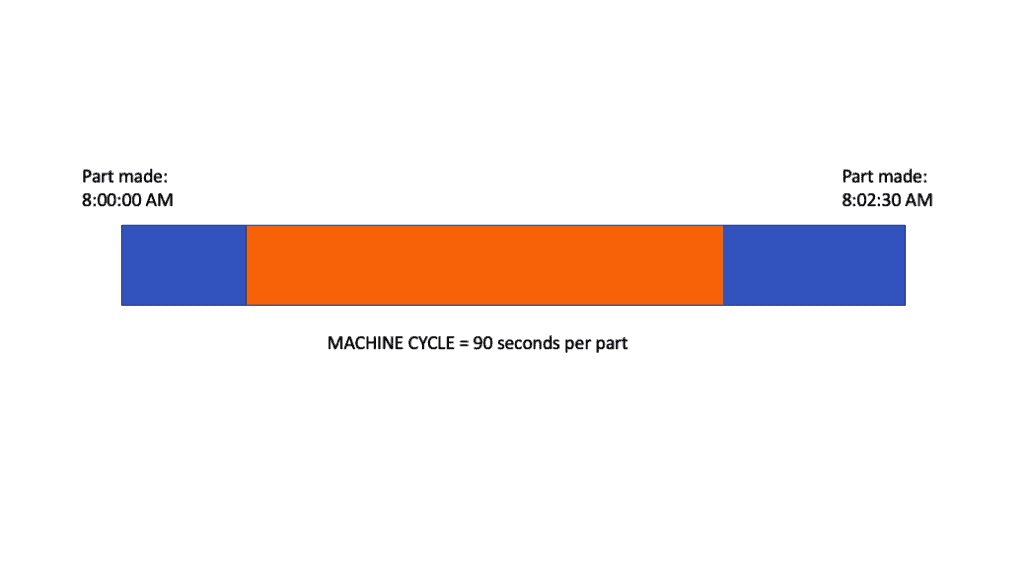
1. Theoretical Max Machine Cycle – Maximum number of parts a machine can produce in a particular time period
2. Target Cycle Time – Time you would need to hit to deliver a product on time to customers (or downstream processes)
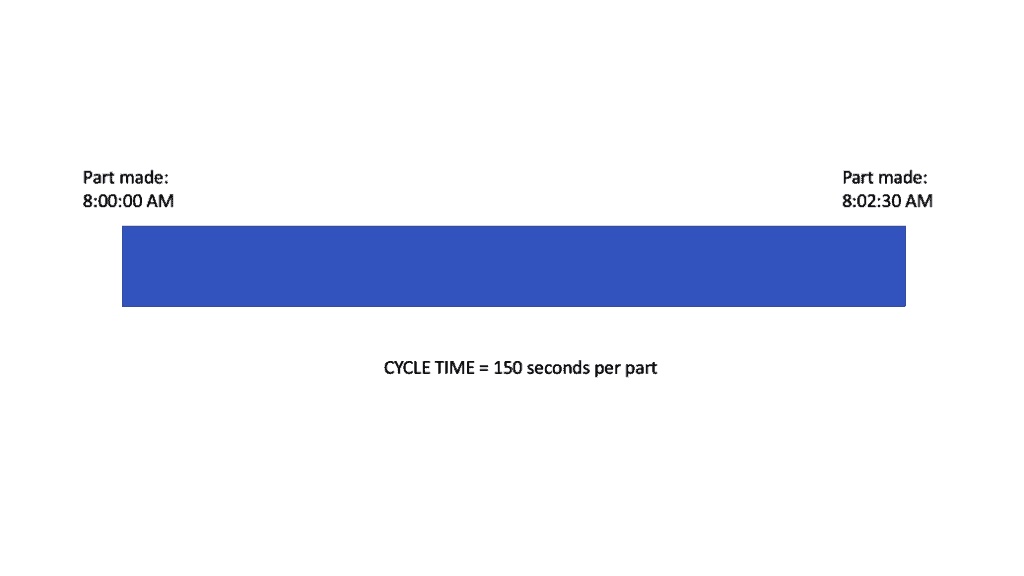
3. Actual Cycle Time – Time it takes to produce an actual number of parts or complete a “cycle”
Cycle Time Example for Bottling Plant
Using an example to better explain, let’s say you’re a bottling company. Using custom equipment that bottles beer, you know the machine can theoretically bottle 784 bottles per minute (theoretical max machine cycle) and that’s as fast as the filler can go. But, you know you aren’t actually bottling 784 bottles a minute. How fast does the machine really run over a period of time?
You know you only need to bottle 732 to deliver on time to your customers (target cycle time) but are you hitting that target? Based on production numbers, you determine you’re only bottling 711 bottles per minute (actual cycle time).
That’s the difference between the 3 terms. Now, you may begin to understand why using a blanket term of “cycle time” to describe the production process can be confusing if the KPIs aren’t clearly defined.
In another example, you are a furniture manufacturer. The company you work for makes desks for elementary schools. If you can make 15 desks an hour, you will be able to deliver on time to the schools (target cycle time). But, in theory, your machines and people are capable of making 20-30 per hour (theoretical max machine cycle).
In the end, you only need to produce 15 to meet demand. But, again, you determine you’re making less than the target. In fact, you’ve only made 10 desks (actual cycle time). This indicates a much larger problem that needs to be addressed in order to meet demand.
Other Factors to Keep in Mind
There may be other processing problems going on that are slowing things down. Do you have enough products to make a completed desk? Do you have enough people on the line? Is the machine available to run? Do you have boxes to send the desks to the schools in?
These are all questions you can ask yourself to get to the root of the problem. And without calculating cycle time, you would be left in the dark about where the problem(s) truly lies.
“A lean expression is that lowering the “water level” of inventory exposes problems (like rocks in the water) and you have to deal with the problems or sink. Creating flow, whether or materials or of information lowers the water level and exposes inefficient that demand immediate solutions. Everyone concerned is motivated to fix the problems and inefficiencies because the process will shut down if they don’t.”
– Jeffrey K. Liker, The Toyota Way