
I talk about OEE more than just about any other subject. Manufacturers that understand the benefits of lean concepts and continuous improvement philosophies, know how impactful properly calculating and measuring OEE can be.
Today, I’m going to highlight the top 3 ways that manufacturers can improve OEE quality. As you may remember, there are essentially 3 pillars to OEE: throughput, downtime, and quality. Each is almost inseparable from the others, but if we hone in on one at a time, we can uncover opportunities for real shop floor waste elimination. This gives us a more granular way of looking at problems and thinking of solutions.
3 Ways to Improve OEE Quality
OEE quality largely centers around one core element, scrap. OEE quality measures the amount of good parts produced vs. the total parts produced. This data can be gathered from equipment and reason codes data such as; temperature, pressure, speeds, vision systems, and any other data points accessible from the equipment. This ultimately tells manufacturers what their scrap rates are.
But how do manufacturers improve or affect their scrap rates and OEE quality metrics? It all starts with having the right data. If you can understand the data you can implement change. Below are the 3 top data points to understand if you want to affect OEE quality.
1. The Nature of Your Scrap
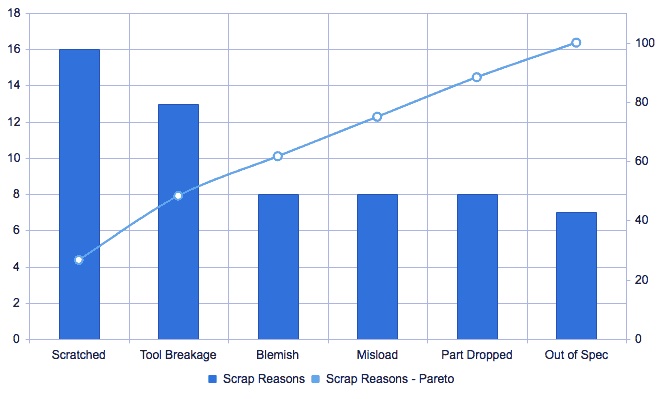
It seems intuitive, but understanding the reasons behind scrap is step 1. Now, I’m not telling you anything you don’t know; however, turning these reasons into reliable metrics that you can view in real-time and in specific time stamps can offer some deep insights that will allow you a clearer look into what may be your biggest, and potentially most easily fixable, problem.
3 great points to start at are:
- The number of times a scrap reason occurred
- The average number of scrapped parts per entry
- The total number of scrapped parts by reason code.
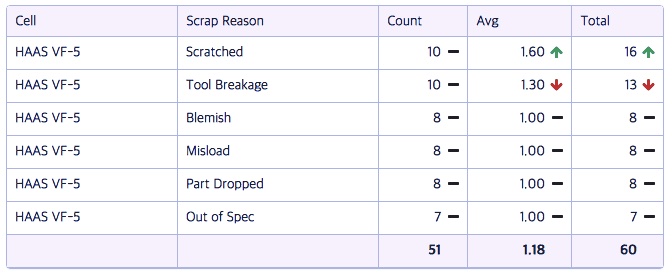
Looking at the trend of each reason code we can get a better idea of what may be the biggest problem in great context. Are you producing more scrap or less over time? When and why?
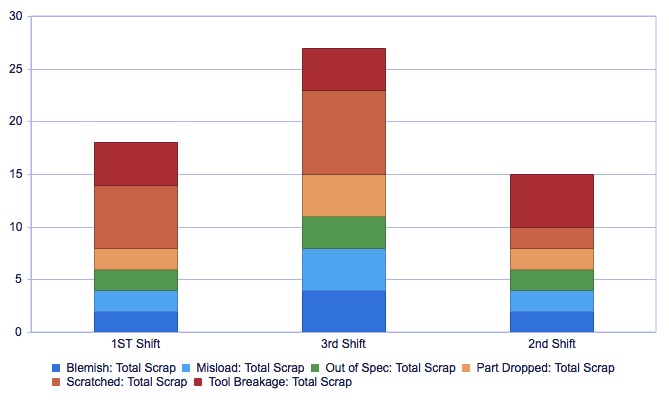
2. Understanding Scrap by Shift
This is another one that probably makes total sense, but few manufacturers are looking at this in true context. Manufacturing data is worthless without context. In many cases, it is looked at retroactively and never really fully realigned back with a plausible reason why one shift may be producing 50% greater scrap than another during a certain time period.
If you can’t see how each shift is performing day over day, you’ll never know when problems actually arise until it is far too late to do anything about it. Even if one shift is always producing more scrap, that’s fine, as long as it’s consistent. The waste is always in the inconsistencies.
Even if consistency is the main goal. Comparing shifts may give you valuable staff training opportunities if one is being significantly outperformed by another.
3. The Trends in Your Scrap Data
Measuring and looking at scrap rate trends, you can easily see the effect of process or system changes over the long term. The problem most have with this is the same as our point above about shifts. Many only look at their trend data retroactively. This means not seeing a negative trend until the opportunity to save money is gone, and waste ends up costing you a lot of money!
Above, you can see that scrap rates are varying greatly in this time period, but the trend line is clearly moving up. What if you didn’t see this until 4 months down the road. What could this have cost you?
The Price of Data is Always Less Than the Price of Waste
Ultimately, all manufacturers know that the price of acquiring data is always cheaper than the cost of unnecessary shop floor waste. Dedicating team or company resources to track is time well accounted for and investments in analytics and easy-to-use tools that can aid in this process are usually extremely easy to justify.
Questions, thoughts? Let us know on the contact us page. We are fortunate enough to have some pretty savvy people on our team so if I can’t answer your question, I’m sure someone else can.
